中速磨煤机用碳精密封环材质对比与选择
摘 要: 碳精密封环在电厂中速磨煤机高温制粉设备的密封中获得了广泛的应用, 已经成为电厂中速磨煤机量大面广的易损性、关键性和基础性零部件。本文分析了 浸锑碳精密封环和浸树脂碳精密封环材质的机械性能、适用条件、使用效果和使用寿命的重大差异,确定了根据中速磨煤机的煤质情况对比两种碳精密封环的密封效果和使用寿命,适合磨煤机工况,满足磨煤机大修周期使用寿命的最佳碳精密封环性价比选择原则。文中介绍的碳精密封环材质重量识别方法简单,可帮助电厂用户正确识别和选择碳精密封环。
关键词 :浸锑,浸树脂,中速磨煤机,碳精密封环
1 引 言
锅炉制粉系统在我国燃煤电厂中占有重要地位,一是耗电量占厂用电的 15%~25%,二是厂区环境的主要污染源,因此倍受设计和运行部门关注。
中速磨煤机是一种对研磨施加外力,使其压向旋转着的磨盘而将煤块挤压成煤粉的机械。国外在 20世纪20年代电厂锅炉上就开始采用中速磨煤机。我国只在最近一、二十年间才开始有广泛的应用。针对火电厂主要辅机—中速磨煤机制造的落后情况,我国从1980年起先后从西方国家引进了RP,HP,MPS系列磨煤机,上海重型机器厂、沈阳重型机器厂、北京电力设备总厂等为引进消化吸收国外技术做出了重要贡献。经过20多年的努力,我国中速磨煤机的制造、选型和运行可靠性都已经达到一个较高的水平。近几年,随着大容量火电机组的不断投运,中速磨煤机的使用越来越多。
中速磨煤机的传动轴密封通常有碳精密封和金属迷宫密封两种形式,金属迷宫密封是有隙密封方式,在运行中由于磨煤机工况和密封风压的变化,动静之间不可避免的产生磨擦,磨煤机转轴受到一定程度损伤,密封效果降低,漏风的增大导致密封风风压的进一步降低,形成煤粉的泄漏,造成能耗的增加和环境污染。不少电厂将磨煤机的金属迷宫密封也改造为碳精密封,利用碳精密封环的耐高温、自润滑特性,改善磨煤机密封状况。
因此,碳精密封环已经成为电厂中速磨煤机量大面广的易损性、关键性和基础性零部件。密封环失效漏灰漏风,一方面导致减速机在恶劣的环境下运行,大量的粉尘灌进减速机内,使油质劣化,降低了磨煤机的使用寿命, 存在高温热风引起火灾,导致设备损坏的危险,另 一方面也严重污染了厂内环境。
火电厂锅炉侧的内部环境污染治理有两大切入点:制粉系统的防漏粉,风烟系统漏灰密封。磨煤机的密封技术是制粉系统漏粉防治的关键。碳精密封环材质的 正确识别和选择对于电厂非常重要。
2 中速磨煤机碳精密封环
中速磨煤机碳精密封环是以石墨为基体,天然石墨、无定型碳及多种添加剂混合配方后经压制 →烧结→浸渍→机械加工而成的分瓣式密封环。通常有 浸锑碳精密封环和浸树脂碳精密封环两种。由于材料配方、压制烧结浸渍工艺差别和浸渍剂不同,材质的加工难度和高温摩擦磨损性能差别很大,其制造成本、适用条件和使用效果也明显不同。
2.1 碳石墨制品
碳石墨制品具有良好的导电、导热、耐高温、耐腐蚀、自润滑、化学稳定性好、热膨胀系数低等一系列突出优点,在化工、冶金、电力、宇航、核工业等许多领域中已经得到广泛的应用,但是作为高温耐磨密封材料,机械强度较低,耐磨和抗氧化性能较差,特别是受制备工艺的限制,在其内部残留许多直通气孔,其应用范围受到了限制。为了克服这些缺陷,必须通过添加某些氧化物、碳化物和硼化物等陶瓷相来提高耐磨和抗氧化性能,再经高压浸渍某种物质填塞气孔,达到密实、增补强度。浸树脂、浸铜石墨、浸巴氏合金石墨、浸铝合金石墨等浸金属碳石墨复合材料都进入了工业应用,如浸巴氏合金的石墨轴承,浸银石墨的配气阀座等。
2.2浸树脂碳精密封环
浸渍的本质是液态物质在一定的温度和压力下向具有毛细管结构的固体渗透。碳石墨制品的孔隙率约 15%~30%,必须经过浸渍某种浸渍剂填充。浸渍剂本身的特性决定浸渍的难度并对碳石墨复合新材料的机械物理性能产生重大影响,因此选用浸渍剂的原则是:满足新材料的机械物理性能的前提下尽可能的采用低成本的浸渍剂和浸渍工艺。
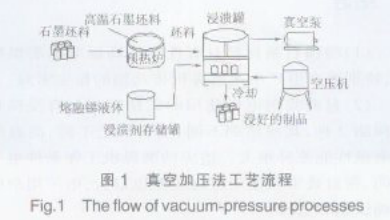
石墨浸渍树脂普遍采用图 1所示真空加压工艺流程。将焙烧后的半成品置于浸渍罐中,浸渍罐放入产品后先抽真空,然后加压,在一定的压力和温度下,使液态化树脂渗透到石墨制品的气孔中去。由于树脂的熔点低,浸渍温度通常在30~50℃左右,浸渍工艺比较简单成熟, 浸树脂材料机械物理性能虽有增强,但硬度变化不大,后续密封环加工比较容易, 因此 浸树脂碳精密封环价格相对较低。
图 2-b为浸树脂碳精密封环的金相显微结构, 石墨基体组织颗粒比较粗大、致密,颗粒间为树脂充填物,质软、抛光困难呈现为黑色。由于树脂本身强度低、熔点低, 浸树脂碳精密封环的高温耐磨性较差,作为中速磨煤机密封环连续运转寿命仅为 5000~8000小时。
图 1 真空加压法工艺流程
2.3浸锑碳精密封环
浸渍锑相比浸渍树脂工艺难度大,真空加压浸渍法可普遍用于浸渍树脂,但却不能用于浸渍锑。原因是:锑的熔点高,浸渍温度在 800~1000℃之间;熔融锑表面张力大、基体孔隙微小,渗透难度大。高温状态预抽真空和负压状态熔融锑的流动性目前尚未解决。因此,目前国内能浸渍锑的石墨制品生产厂家不多,真正实现高浸透率更少。
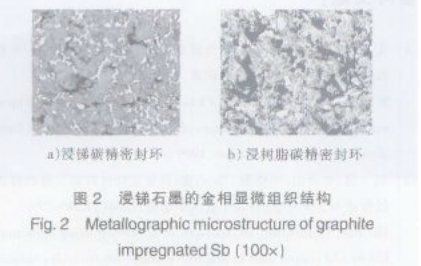
2-a 浸锑碳精密封环 2-b 浸树脂碳精密封环
图 2 浸锑石墨的金相显微组织结构
石墨浸锑的高浸透率必须在加工工艺过程中进行保证, 具体的措施是:坯料压制前,在天然石墨、无定 型碳及多种添加剂的多个配方中进行了反复筛选, 通过配方改善石墨基体湿润性、 气孔率、孔隙, 提高石墨基体的微隙网状孔隙结构,减少熔融锑浸渍的难度。熔融锑 仍采用传统的高压浸渍,在保障工艺安全的前提下,大大提高浸渍压力,确保 熔融锑在过热和强压的状态下充满石墨基体理想分布的网状微隙结构中 。 成都封润科技的产品就实现了上述的工艺要求,通过实际应用比较,较好的保证了浸锑 碳精密封环的材质性能指标和现场恶劣工况下的需求。
图 2-a为浸锑碳精密封环的金相显微结构, 熔融锑填充孔隙后,比较均匀的分布在石墨基体骨架中,经抛光处理,金相图中锑呈现为亮点,石墨基体骨架基本维持不变。熔融锑在石墨基体中二次逾渗几乎充填了石墨基体的全部逾渗孔隙,锑分布呈均匀网状微隙,结构致密,抛光处理明显感觉材质坚硬,因此浸锑 碳精密封环同时具有了石墨的高温自润滑性和金属锑的高强度和高摩擦磨损性能,特别适合恶劣工况中速磨煤机传动轴的热粉密封,其连续运行寿命可以达到 20000~30000小时。
3 碳精密封环的对比与选择
由于浸树脂碳精密封环和浸锑碳精密封环高温摩擦磨损性能差异很大,适应的磨煤机工作条件也不相同、使用效果和使用寿命差距也很大,电厂用户应当正确识别和选择。
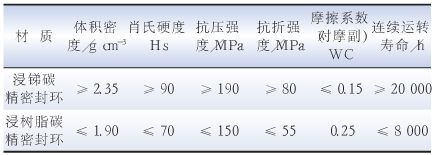
表 1所列为 浸锑和浸树脂碳精密封环的机械性能指标, 浸锑后石墨复合新材料的机械性能大大强化,密封效果和使用寿命显著提高,但也增加了密封环机械加工的难度,因此, 浸锑碳精密封环质量提升的同时,制造成本也大幅增加。 抗压和抗折试验均在 WJ-10B 型万能材料试验机上进行,抗压试样尺寸为 10mm × 10mm × 10mm ,抗弯试样尺寸为 10mm × 10mm × 64mm ,硬度测定使用 HS-19GDC 肖氏硬度计,试样尺寸为 20mm × 20mm × 10mm ,体积密度试样尺寸为 10mm × 10mm × 20mm 。执行标准为 GB1994-88 。
表 1 碳精密封环的材质性能及寿命对比
3.1 最佳性价比选择原则
电厂用户应根据中速磨煤机的煤质情况对比两种碳精密封环的密封效果和使用寿命,确定一个适合磨煤机工况,满足磨煤机大修周期使用寿命的最佳碳精密封环性价比。如果煤质条件好,浸树脂碳精密封环经试用在一个大修期内无漏粉、密封效果良好,密封环的更换可以与磨煤机大修同步,可以从降低耗材成本的角度选用价格较低的浸树脂碳精密封环。 但近年由于煤炭市场的变化,各电厂煤源不稳定,煤质下降,煤中矸石及杂铁含量较多,造成磨煤机工况恶劣应选用浸锑碳精密封环 。
碳精密封环选择不当直接的危害是: 1)密封环用量大,费用高;国产浸锑碳精密封环每环价格约0.8万元,浸树脂碳精密封环每环价格约0.6万元。选用浸锑碳精密封环可以确保每个大修期内只更换一次密封环;如果选用浸树脂碳精密封环,每个大修期内可能因为漏粉2~3次更换密封环,导致电厂(至少二套制粉系统)磨煤机密封环一项费用成倍增加(可达几十万元)。2)增加维护人力物力,影响生产。磨煤机传动轴1.53米(最小型号),老规格密封环的更换要依次吊出磨辊、磨盘和传动轴,其工作量很大。
以新海发电有限公司为例 [4] , 2×220MW, 2×300MW机组共有ZGM95型中速磨煤机18台,其中10台为2环密封,6台为3环密封,2台为4环密封,共需密封环46环,选用 浸锑碳精密封环 平均每年材料费近 40万元;选用 浸树脂碳精密封环 平均每年材料费将超过 60万元,加上人力物力和燃油投入损失,磨煤机密封耗资将超80万元。
徐塘发电有限公司 4×300MW机组共有ZGM95型中速磨煤机20台,为2环密封,如果密封环寿命能保证一个大修周期(通常以磨辊及磨盘磨损情况确定),每年需 浸锑 密封环 24环,合计约20万元,如果选用 浸树脂碳精密封环 每年至少更换两次,仅材料费就将超过 30万元,加上人力物力和停产损失,磨煤机密封耗资将超40万以上。
3.2 浸锑与浸树脂碳精密封环的重量识别法
当前乃至相当一段时间内,电煤市场紧张,燃用劣质煤或掺配燃烧的电厂不在少数,磨煤机实际工况偏离设计工况,在这种情况下,正确选择磨煤机碳精密封环显得非常重要,用户对磨煤机碳精密封环不但要正确选择还应对其正确识别。
通过金相、成分和材质性能检验是鉴定密封环中是否含有锑最科学的方法,但对于用户,这样的鉴别方法很难采用。本文推荐一个最简单有效的重量识别法。
以 ZGM95磨为例,密封环φ1530,每段体积45.815cm 3 ,石墨比重1.5~1.8 g/cm 3 ,锑比重6.84 g/cm 3 ,按行业标准浸锑碳精密封环比重必须大于2.2 g/cm 3 ,浸树脂碳精密封环比重约为1.9 g/cm 3 ,计算可得浸树脂碳精密封环每段约为 90~100 g,浸锑碳精密封环每段约为110~120 g。
碳精密封环的重量是浸渍剂种类和浸渍率的重要特征,每段重量小于 100g只能是浸树脂碳精密封环,相同规格的浸锑碳精密封环重量越大,锑的浸透率越高。
4 结论
1 )浸锑石墨材料具有优良的高温摩擦磨损性能,特别适合电厂中速磨煤机传动轴的粉尘密封。
2 )目前我国电厂使用的碳精密封环有 浸锑浸锑和浸树脂两种, 其浸渍剂不同、制备工艺不同,高温摩擦磨损性能差异很大,适应的磨煤机工作条件也不相同、密封效果和使用寿命差距也很大,电厂用户应当正确识别和选择。
3 ) 碳精密封环的重量是浸渍剂种类和浸渍率的重要特征,每段重量小于 100g只能是浸树脂碳精密封环,相同规格的浸锑碳精密封环重量越大,锑的浸透率越高。